



















































It's a hot Friday morning just north of 'Bris Vegas' – aka Brisbane, Queensland – and I'm lost. Velocity's new factory is so new that the road it's on isn't even signposted. The air-con's working overtime, as are my senses.
Australian industrial estates, like many in Europe, are packed with big trucks. The trouble is that Aussie trucks aren't just big, they're massive, making the tiny hire car I'm driving feel very small.
Then, out the corner of my eye, I spy the Velocity logo. I pull in to work out my route to the factory, which is now clear against the stunning blue sky. Joy! No more monster truck dodging.
Velocity was founded by two American brothers more than 18 years ago. Their first product was an adjustable bottle cage, the Velocage, and they slowly expanded into rims and wheels. They're still making bottle cages, too – more on those later.
At a time when many bike manufacturers' decals are changing from 'Made in USA' to 'Designed in USA' – generally with the addition of a second, much smaller 'Made in Taiwan' sticker – it's refreshing to tour the Velocity factory.
Aluminium extrusions are dropped off outside the factory
The wheel production process begins in California, where the aluminium rim extrusions are designed, with input from everyone from top bike polo riders to wheel size experimenter and bike lug legend Kirk Pacenti. The designs are then formed in downtown Brisbane and trucked out to the new production unit.
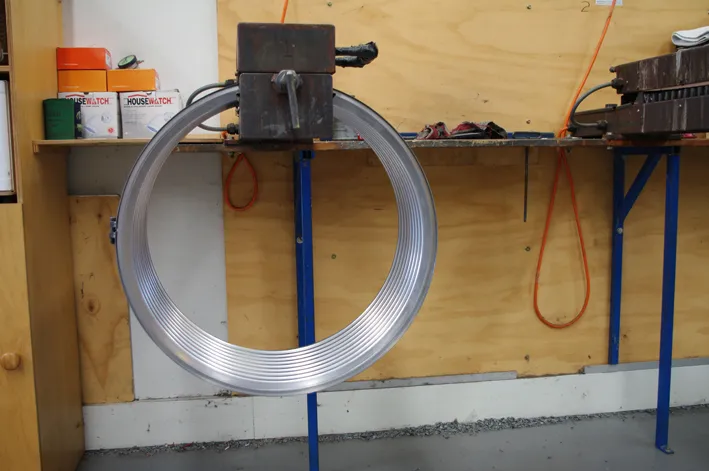
The lengths are first rolled into shape and then cut into a number of sections, depending on which wheel size is being created – 16in, 20in, 24in, 26in (559), 27.5in (650 b), 29er (700c) and a few extras too.
The extrusions are rolled into a shape like this and then cut to length
The next stage of production is to bond the rim. Some rims are pinned, but Velocity have found that their sleeve bonding system is stronger. We watched a classic Velocity product, the Deep V, being bonded together.
The joint is first cleaned and then coated with a heat activated bonding paste. The sleeve is placed inside the rim and it's then put into a jig where the joint is hand finished. While the bonding agent is still soft, the rim's position is finetuned in the jig. This makes sure it's 100 percent true and will stay that way.
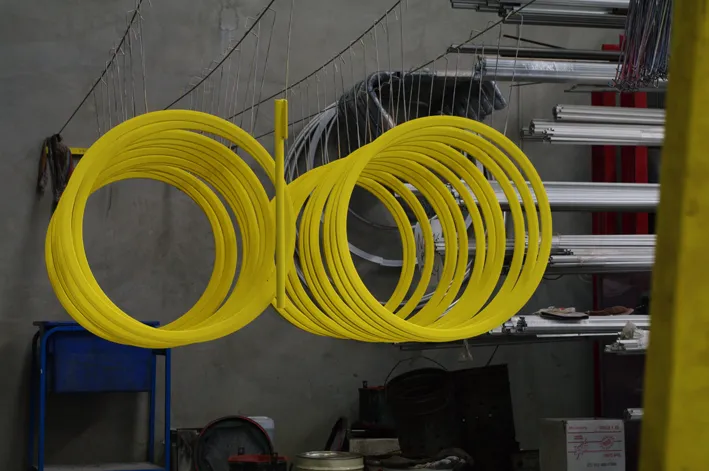
Before curing, the rim is finetuned in a truing jig
Next, the rim and jig are placed on a heat unit to cure the bonding agent. Finally, the jig is removed and the rim is stacked ready for the next procedure. (To see this process in more detail, check out the thumbnail gallery at the top of this page.)
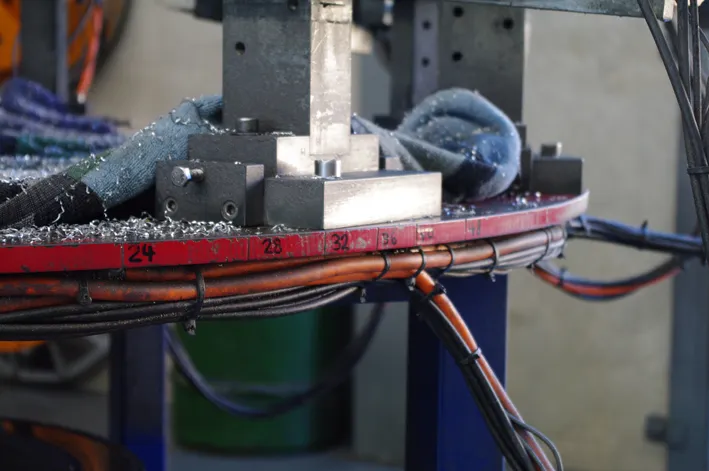
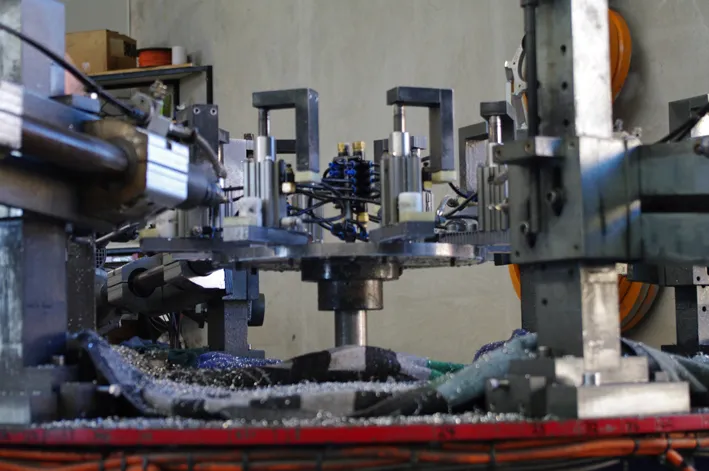
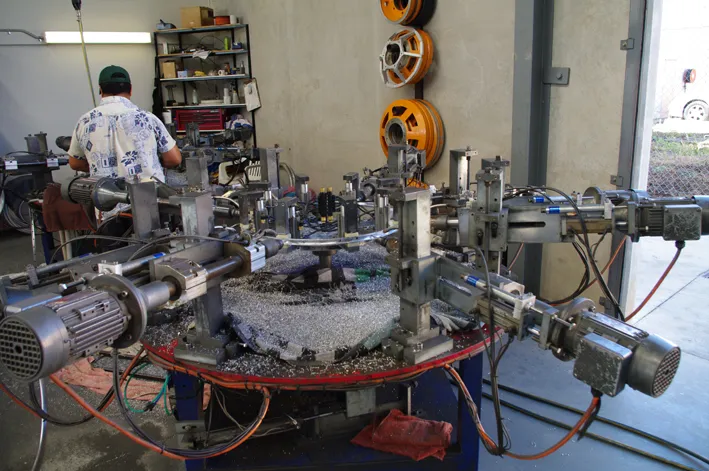
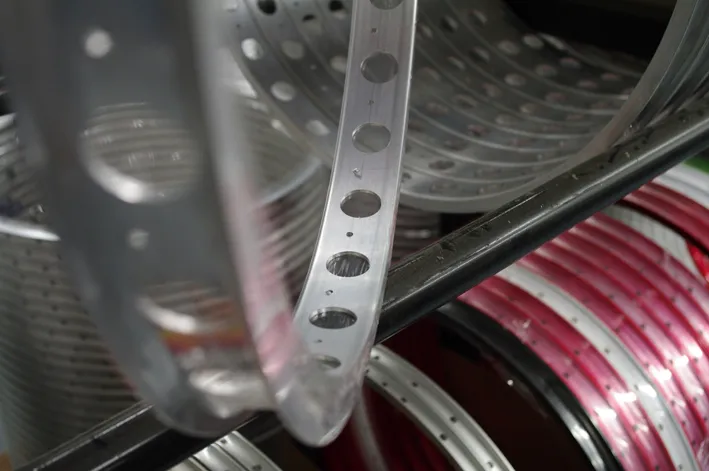
Almost all the Velocity rims are available with myriad different hole options. The reason for this is that Velocity do all their drilling in-house on a custom machine. This is adjustable for at least six options: 24, 28, 32, 36, 40 and 48.
Velocity do all their rim drilling in-house on a custom machine
The drill bit is tapered so that it produces a small, spoke sized hole inside the rim and a large hole on the outside to allow room for the nipples. Even though a monster amount of drilling happens, the factory floor is spotless and almost swarf free. The swarf that is left is recycled.
After drilling, the rims are either anodised or powder coated. Anodising is one of the few processes that happens off-site but the process is done locally to the Brisbane factory. Also finished off-site are Velocity's Deep V Image rims, popular with fixie fashonistas thanks to their glow-in-the-dark patterns featuring crazy eyeballs and suchlike, which are wrapped with their designs in San Francisco. A limited number of rims then return to Australia to satisfy the massive and still growing native fixie scene.
Velocity's Image rims have their graphics wrap applied in San Francisco
Powder coating, however, is done in-house. The first step is get the freshly drilled rims clean, in fact super-clean. Swarf is air gunned off and the rims are then dipped in a chemical bath to remove fingerprints and other surface contaminants. Fingerprints may sounds harmless but they contain oils and fatty acids that can ruin the powder coating process.
The rims go into the spray booth in batches to keep a tight control on quality. This also enables limited runs of special colours, which is great for Velocity as they can match supply with demand. So, if hot pink is this season's latest colour, they can make it happen without too much risk – a winner for the company and their distributors, and also for riders looking for the prefect rim.
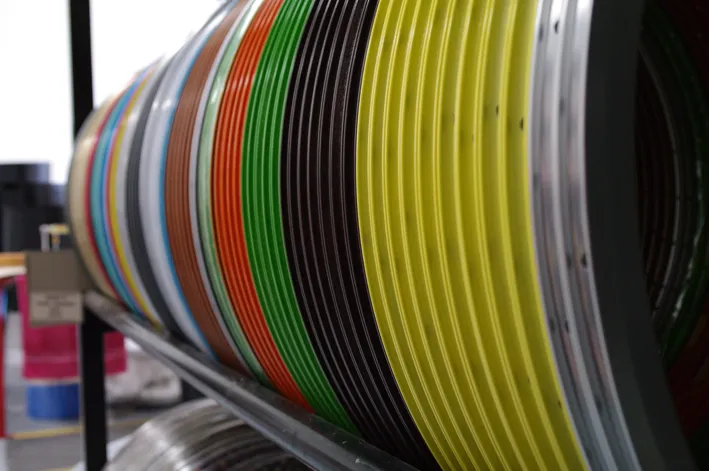
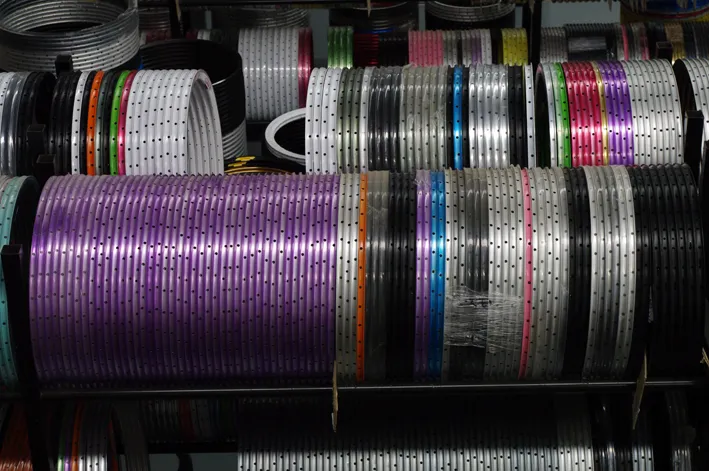
Completed powder coated rims
We're pretty sure that Velocity have the largest range of colours (16 powder coats, seven anodised options and 15 image colourways) of any rim manufacturer, and with the potential to create limited edition colour runs in-house, it looks unlikely that this situation will change any time soon.
As the powder coating cures, a cage of freshly anodised rims arrives ready to join the production line. The next stop for some of the coated and anodised rims – disc-only and track rims skip this step – is the CNC machining rig.
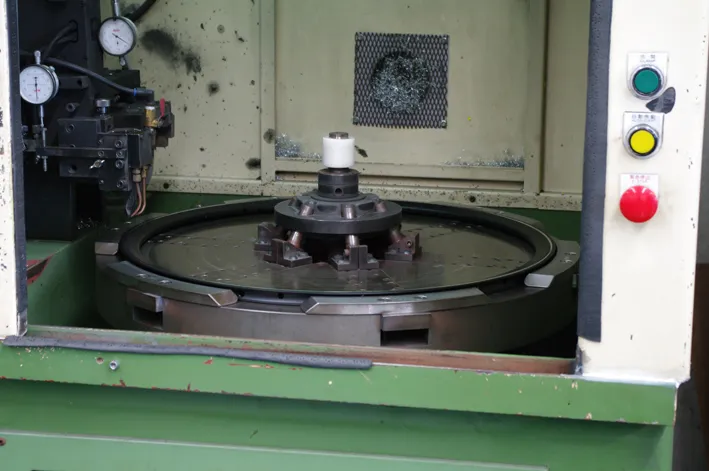
Brake tracks are created in this CNC machine
Here, a slim (less than 1mm) section of aluminium is trimmed off to provide a super-smooth and grippy braking surface. This process highlights how important the first step in the production line is. If a rim was slightly out of true at this stage, the machining would also be out.
The final stop on the production line is for the punching-in of eyelets, which are used on some of Velocity's touring and mountain bike rims. This is another hands-on machine that needs precision and skill to use. After this, the rims are ready to be shipped to global distributors or, if you're lucky enough to live in Australia, hand built into a complete wheelset.
Velocity's complete wheelsets are all built by hand
This is a relatively new area for Velocity. Each rim is laced to a custom made hub, sourced from Taiwan. Each wheelset is made 100 percent by hand in Brisbane; many manufacturers use machines to lace their wheels and then just finish them by hand.
Another new-ish feature is the large decal on the wheelsets. This was prompted by customer and distributor demand. The driving force at Velocity is a desire to keep design simple and effective, with performance as a priority focus. Large decals may look nice but they offer no increase in performance, so they'd never been seen as a priority. However, sales have increased since they've been added, so style obviously counts for something.
The new decals have proved a hit
By far the best selling wheelsets produced by Velocity are the fixed gear/singlespeed models. Quintin, our excellent host, told us that sales went from one wheelset a month to 16 or so a week in the space of a year. The Deep V is now a mainstream classic in fixie circles, but Velocity aren't resting on their laurels, as the recent addition of the bike-polo-specific Chukker and ultra-deep B43 rims shows.
Another recent addition to Velocity's well stocked arsenal of rims is the Kirk Pacenti designed P35. Original designed in the 'tweener size of 650b, the 35mm-wide rim is now available in old-school 26in, new-school 29er and newest-school 27.5in (aka 650b) sizes. The rim is designed to give tyres a super-wide, supportive base.
The P35 is designed for large-volume all-mountain type mountain bike tyres
The P35 should be ideal for the hordes of big-volume cross-country and all-mountain tyres that are now available. Velocity have just created a specific tubeless rim strip too, so now you can have 'big bag' (high-volume in Australian) tyres with the extra smoothness and lower pressures of a tubeless setup.
Roadies aren't missing out on new rim designs either, as Velocity have developed a new A23 and a wider version of their Aerohead, which is said to give more control and comfort by again giving your tyre a wider footprint. We looking forward to trying a pair very soon!
The A23 is Velocity's latest road rim
As our factory tour wrapped up, we were given a sneak peek at Velocity's all-new Velocage II bottle cage – a redesign of the first product they ever made and, as with all things Velocity, available in the full gamut of colours.
As we stepped out of the factory into the beautiful sunny Queensland day, it was time to do battle on the highways once again – under a blue sky brighter than even Velocity's powder coating could achieve!
The Velocage II is available in a rainbow of different colours