Inside: FSA's drivetrain and wheel factories - James Huang / Immediate Media
TH Industries is the parent company of component maker FSA - and we took a tour of its main Taiwanese factory to see how its parts are made - James Huang / Immediate Media
Feng shui is still a big deal in Asia, and the front of the factory is decorated with the obligatory water feature - James Huang / Immediate Media
A pair of guardian lions graces the main entrance for good luck - and FSA certainly seems to be doing well - James Huang / Immediate Media
Ha! As if... - James Huang / Immediate Media
The building is chock-full of CNC machines and lathes. We lost count of how many were on the factory floor - and keep in mind that this is but one row, in one section of the building - James Huang / Immediate Media
FSA goes through a tremendous quantity of aluminium - James Huang / Immediate Media
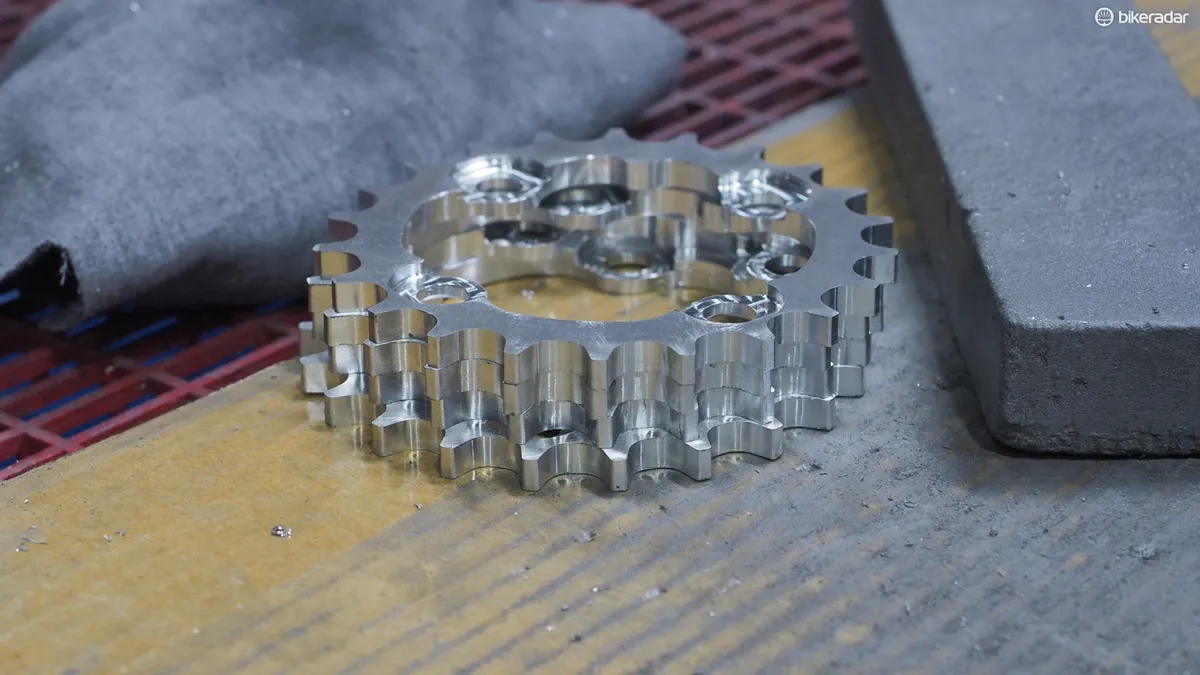
These rough blanks are turned into highly complex chain rings - James Huang / Immediate Media
Before and after - James Huang / Immediate Media
These inner chain rings still have several steps to go before they're ready for sale - James Huang / Immediate Media
While much of FSA's products are CNC machined, there's still some manual work required - James Huang / Immediate Media
The early stages of one of FSA's new MegaTooth chain rings - James Huang / Immediate Media
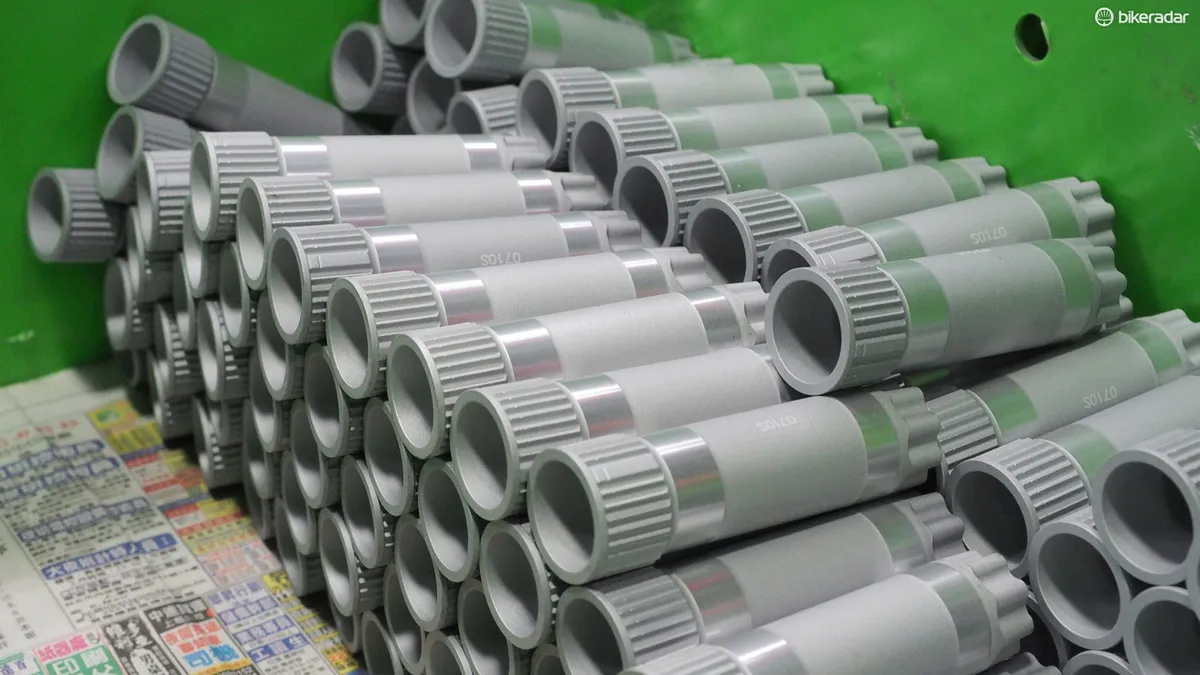
Campagnolo-compatible freehub bodies in progress - James Huang / Immediate Media
Every machine bears the photo of its operator. It fosters a sense of ownership and also makes the process somehow seem more human - James Huang / Immediate Media
Parts are often loaded in clusters to speed up the machining cycle - James Huang / Immediate Media
FSA doesn't just machine aluminium here; the company also prides itself on its ability to machine carbon fibre, too - James Huang / Immediate Media
These bits are destined to be headset top covers - James Huang / Immediate Media
All of the machining work has been completed on these cold forged aluminium crankarms so they're now off for polishing and anodizing - processes that FSA farms out to a third party - James Huang / Immediate Media
Crates of parts are constantly on their way in or out of the facility - James Huang / Immediate Media
This room houses all of FSA's graphics samples - James Huang / Immediate Media
Laser etching produces a small amount of aluminium dust, which is not only harmful to the workers but is also highly combustible. Vacuums suck away the dust, keeping everyone safe and sound - James Huang / Immediate Media
FSA wouldn't let us photograph the machine it uses to automatically laser etch headset top caps but the company is able to produce them significantly cheaper than its competitors - James Huang / Immediate Media
These 30mm spindles will soon be pressed into crankarms - James Huang / Immediate Media
Chain rings are installed on a small assembly line - James Huang / Immediate Media
Target production goals for the day are displayed in bright LED signs - James Huang / Immediate Media
Ever wonder why your FSA components have bar codes on them? The factory uses them to track production - James Huang / Immediate Media
Stacks of finished products are boxed up and ready for shipment - James Huang / Immediate Media
Certain pieces are pretreated with thread retaining compound - James Huang / Immediate Media
While some parts are laser etched, others are printed - James Huang / Immediate Media
After the parts are printed, they're sent through here for curing - James Huang / Immediate Media
Carbon rims are produced entirely by hand inside FSA's dedicated carbon factory. It's an incredibly labor intensive process and the company only turns out sixty individual rims daily - James Huang / Immediate Media
No, carbon fibre components aren't simply spit out of a mould like so many pieces of candy. This is a huge reason why better examples are still very expensive to buy and produce - James Huang / Immediate Media
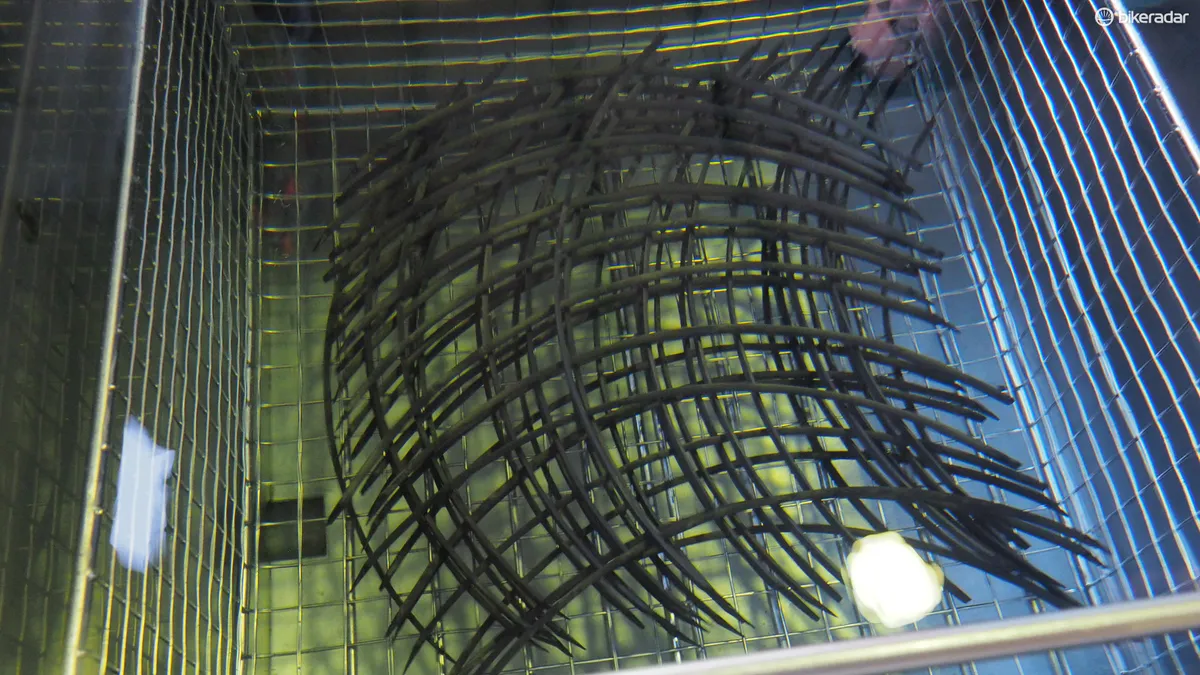
Workers carefully load up a clamshell rim mould. This room is controlled for both temperature and humidity. In fact, we weren't even allowed inside and had to shoot images through the glass windows - James Huang / Immediate Media
Pieces of carbon fibre are laid out on shelves, waiting to be assembled into rim moulds - James Huang / Immediate Media
Putting on the final touches before the top is lifted into place - James Huang / Immediate Media
Almost there - James Huang / Immediate Media
With the mould fully assembled, it's off to the oven - James Huang / Immediate Media
FSA uses a bladder moulded construction method for its carbon fibre rims. Here's where the line is hooked up - James Huang / Immediate Media
Moulds are apparently tough to crack open after they come out of the oven - James Huang / Immediate Media
Those steel rim moulds are heavy, too. FSA uses this motorized cart to shuttle the molds back and forth from oven to table - James Huang / Immediate Media
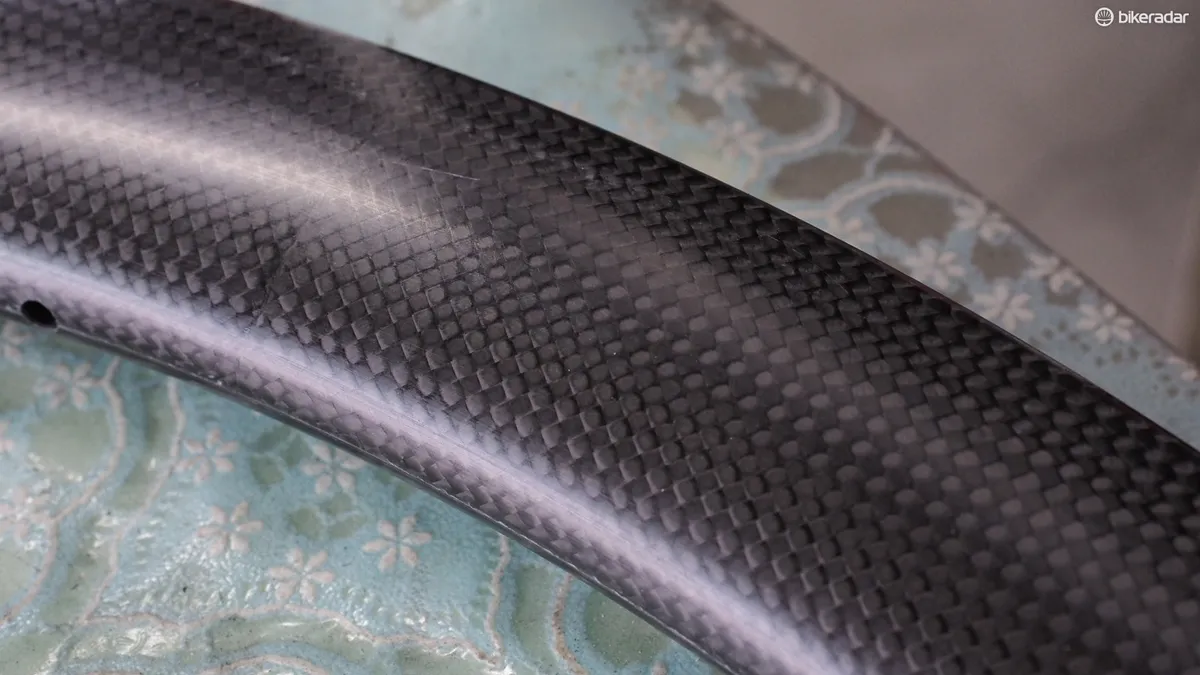
Fresh out of the mould and with the excess resin flash knocked off, these rims are starting to look close to ready - James Huang / Immediate Media
This is how the rims look straight out of the mould, with very little excess resin. In fact, FSA mandates that its rims require no surface finishing whatsoever after the curing process - James Huang / Immediate Media
FSA also makes aero-profile carbon fibre seatposts in this factory - James Huang / Immediate Media
FSA wouldn't say what these carbon fibre bits were but they look to us like sections of a rim bed. Don't fret about the worker using a hammer to knock off the excess resin. This is tough stuff, and the worker really isn't hitting the parts very hard at all - James Huang / Immediate Media
Needless to say, this massive block of steel is awfully heavy - James Huang / Immediate Media
Even the modest daily production of sixty rims requires a lot of separate moulds - and moulds are expensive - James Huang / Immediate Media
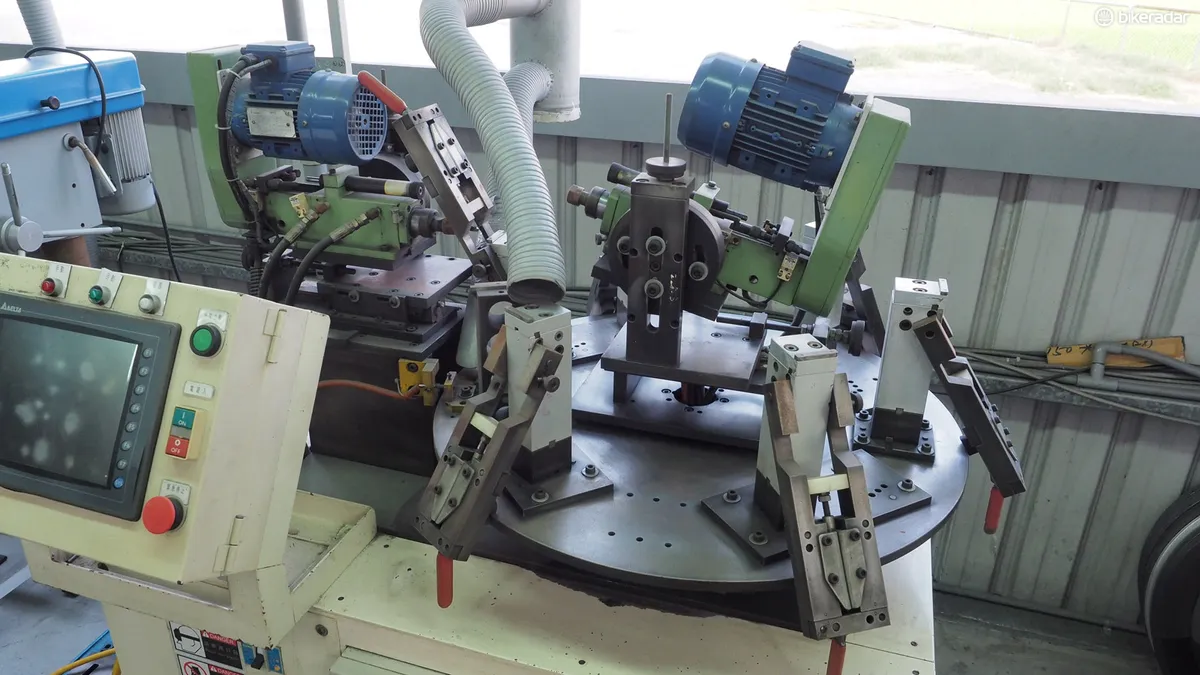
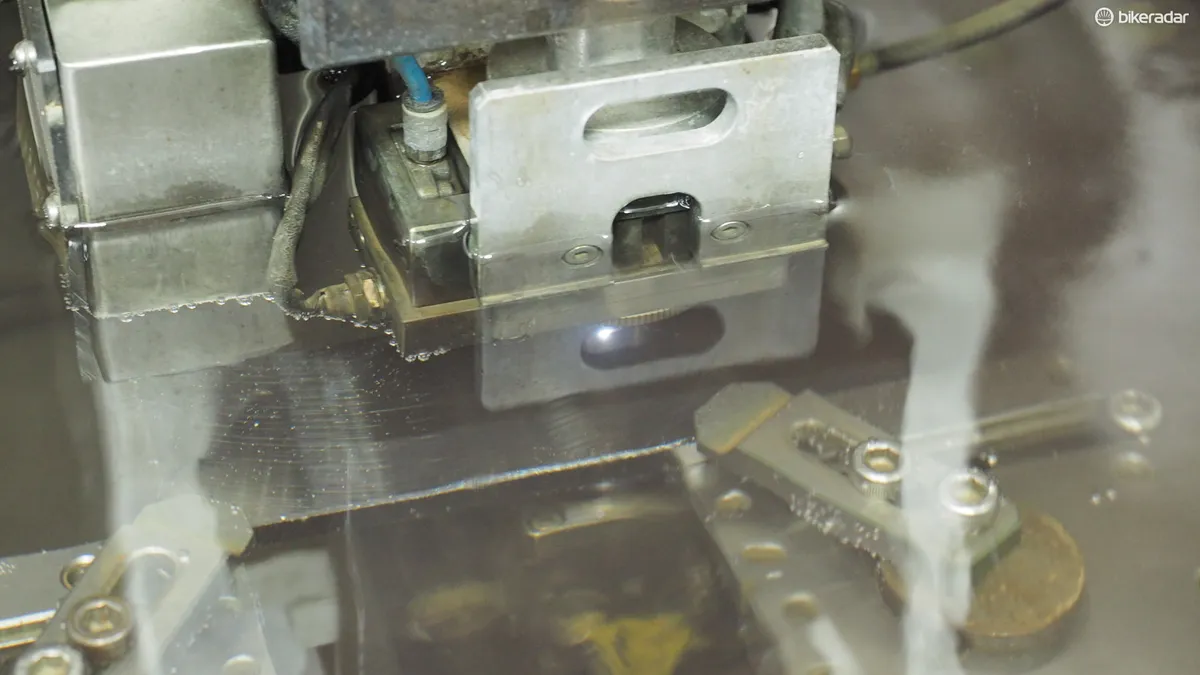
FSA uses this machine to drill the spoke holes - James Huang / Immediate Media
Save for loading up the rim itself, the spoke hole drilling process is fully automated - and quite mesmerizing to watch - James Huang / Immediate Media
Surface finish on the rims is indeed impressive - James Huang / Immediate Media
FSA cleans the rims and associated bits in an ultrasonic tank to ensure a solid bond - James Huang / Immediate Media
Valve holes are drilled on a separate jig - James Huang / Immediate Media
FSA takes the finish of its carbon rims very seriously. Spoke and valve holes are inspected one by one, and hand filed as necessary - James Huang / Immediate Media
Company co-owner Douglas Chiang likes to remind employees how much especially expensive pieces of equipment cost to buy. It's a subtle reminder that the stuff isn't free, and should be properly cared for - James Huang / Immediate Media
FSA uses a variety of fabrication techniques to create prototypes, including 3D printing - James Huang / Immediate Media
This test setup is used to carefully inspect chain rings - James Huang / Immediate Media
Much of the prototyping lab is separated from the rest of the facility as it's probably best that as few people know about this stuff as possible - James Huang / Immediate Media
FSA says that every hollow forged aluminium and hollow carbon fibre crankarm is tested using this X-Ray machine. It's one of the only non-destructive ways to inspect the interior of the structure - James Huang / Immediate Media
At current exchange rates, this price tag indicates that FSA's X-Ray machine cost the company about US$160,000 - James Huang / Immediate Media
Among FSA's battery of in-house lab tests is this motorized chamber, which is filled with a special abrasive slurry to help measure drivetrain wear - James Huang / Immediate Media
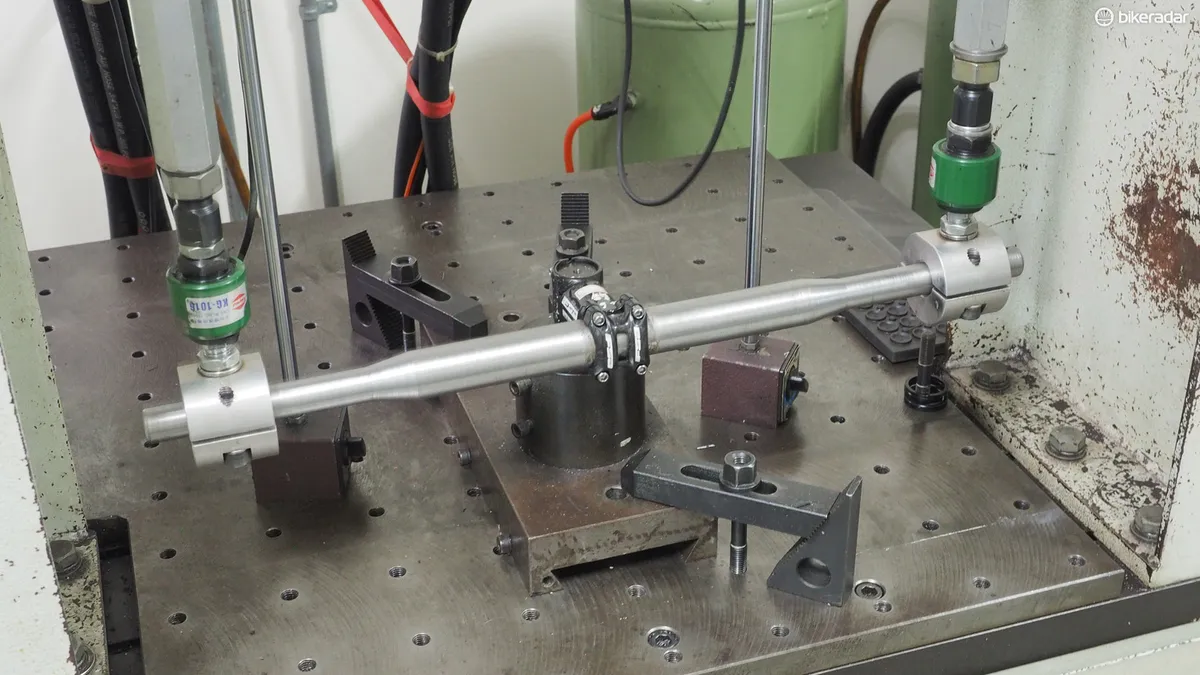
This setup is used to test wheels under vertical loading conditions - James Huang / Immediate Media
Ever wonder why it's often better to buy parts from a bigger manufacturer? It's certainly reassuring that certain brands conduct proper testing - James Huang / Immediate Media
Once all is said and done, parts are shipped off to OEM customers and aftermarket distributors - James Huang / Immediate Media
FSA had a relatively modest start in the late 1990s with just two categories of products: headsets and bottom brackets. Today, the Taiwanese company offers a huge range of gear, including cranksets, handlebars, stems, seat posts, complete wheelsets, shifters, derailleurs and all manner of smaller accessories.
As with much of the modern bicycle industry, FSA's manufacturing hub is centered in Taichung, about two hours southwest of Taipei on the western coast of the island. Here, FSA operates four buildings where – among other things – crankarms and chainrings are machined, wheels are built, and carbon fiber is laid up by hand.
These 30mm spindles will soon be pressed into crankarms: these 30mm spindles will soon be pressed into crankarms
So what exactly was involved in making your crankset? Dive in to find out
Prototyping and testing is also headquartered here – highlighted by a rarely seen X-ray imager the company uses to check all of its hollow-forged aluminium and hollow carbon fibre crankarms.
We took a tour through the company's primary machining facility where it manufactures the bulk of its drivetrain components, and its nearby composites factory where FSA produces all of its carbon fibre rims and then builds them up into wheelsets completely by hand from start to finish.
No, carbon fiber components aren't simply spit out of a mold like so many pieces of candy. this is a huge reason why better examples are still very expensive to buy and produce:
It's incredibly labor intensive to make parts out of carbon fibre
Why is stuff so expensive, you ask? Once you see everything that goes into making some of this gear, perhaps the question you should really be asking is why some of it doesn't actually cost more.
James Huang is BikeRadar's former technical editor. After leaving BikeRadar in 2016, he worked at CyclingTips and Escape Collective. He now runs the Substack cycling publication N-1 Bikes.
This website is owned and published by Our Media Ltd. www.ourmedia.co.uk