This modest sign is the only external indication of what goes on inside - James Huang/Future Publishing
The wheel assembly process at American Classic's factory in Taichung, Taiwan, starts at the loading dock where one of these two trucks deliver parts from various vendors - James Huang/Future Publishing
Here, parts are visually inspected immediately after being unloaded from the trucks - James Huang/Future Publishing
Inspection is a critical segment in the workflow. Note the bright lights that are installed to help the workers see better - James Huang/Future Publishing
Parts are amassed in the factory in various states of completion. Here, freehub bodies have been anodized but still need to be bored for the bearings - James Huang/Future Publishing
Terrain model hubs have come back from the anodizer but still need a few finishing steps to be performed before they can be assembled - James Huang/Future Publishing
Parts are organized into plastic bins and are marked with tracking tags - James Huang/Future Publishing
Bearing seats have been bored into these hub shells but the water transfer graphics still need to be applied - James Huang/Future Publishing
These special narrow-profile rear hub shells are destined for Dahon folding bikes - James Huang/Future Publishing
American Classic currently anodizes parts in three different colors - James Huang/Future Publishing
Stacks of parts waiting to be processed - James Huang/Future Publishing
These shells are now ready to be assembled into complete hubs - James Huang/Future Publishing
Finished parts are stored here until they're ready to be assembled - James Huang/Future Publishing
Mountains of completed rims are stack six levels high - James Huang/Future Publishing
Plastic curtains help keep the air conditioned final assembly areas cool - James Huang/Future Publishing
The final assembly area is very brightly lit - James Huang/Future Publishing
Bearings are installed using this press - James Huang/Future Publishing
Another press for a different bearing size sits on the opposite side - James Huang/Future Publishing
Perhaps the most crucial element of American Classic's rear hub design is the cam spring Here, a worker uses a go/no go gauge to see if the end has been ground properly - James Huang/Future Publishing
This surface grinder is used to precisely and consistently shave the ends of the loop spring, which is affixed to the freehub body and activates the cam plate to engage the pawls. Company founder Bill Shook says this is the most critical process in the rear hub assembly - James Huang/Future Publishing
Grinding the loop spring to ensure the ends are the perfect length - James Huang/Future Publishing
American Classic has a patent on these clever steel inserts, which keep cassette cogs from digging into the aluminum freehub body while adding minimal weight - James Huang/Future Publishing
Hydraulic presses are used so as to maintain a consistent force when installing bearings - James Huang/Future Publishing
American Classic rear hubs are still built with adjustable preload. Here, a worker sets the final bearing adjustment - James Huang/Future Publishing
This tool clamps on to the rear hub shell to replicate the leverage of a complete wheel, making a loose axle much more obvious - James Huang/Future Publishing
Bearings are adjusted with the hub clamped in this fixture, which mimics the force of a quick-release skewer - James Huang/Future Publishing
Spokes are laced by hand - James Huang/Future Publishing
Any tool marks left from the bearing adjustment procedure are covered up with a simple black marker. Hey, Bill: maybe it's time to make some plastic cone wrenches? - James Huang/Future Publishing
Spokes are loaded into hubs and then stored for lacing later - James Huang/Future Publishing
The bright lighting and clean conditions stand in stark contrast to what many people normally expect of a factory in Asia - James Huang/Future Publishing
Mid-range wheel models are trued and tensioned by machine first, then finished by hand - James Huang/Future Publishing
Unfinished wheels go in at one end, and (mostly) finished wheels come out of the other. American Classic says that all wheels are hand finished, though, while upper-end wheels are built completely by hand and never see this behemoth - James Huang/Future Publishing
American Classic's wheel truing stations are far from off-the-shelf consumer models - James Huang/Future Publishing
Each of these workers can crank out fifty wheels per day - James Huang/Future Publishing
Spoke tension is checked with a DT Swiss tensiometer - James Huang/Future Publishing
This custom made tool keeps bladed spokes from rotating when the nipples are turned - James Huang/Future Publishing
How much do American Classic workers use spoke tensiometers? Enough that the anodizing has worn off the edges of the handle and they've added padding to cushion their hands - James Huang/Future Publishing
This compact rack can hold approximately sixty complete wheels - James Huang/Future Publishing
American Classic founder Bill Shook designed this wheel rack himself, which cleverly uses box straps to keep everything separate and stable - James Huang/Future Publishing
Dish is checked by hand - James Huang/Future Publishing
If you have specific requirements or relish the opportunity to spec your own components, heading down the handbuilt route is a compelling option. - James Huang/Future Publishing
These alloy spoke nipples feature another American Classic patent. They extend past the flange and are designed to work with a longer spoke so as the nipple is loaded in compression, not tension - James Huang/Future Publishing
Wheels are secured in the building stations with these quick-release clamps - James Huang/Future Publishing
This hydraulic press is used to destress wheels - a critical step to help ensure that wheels will stay true once they're out in the field - James Huang/Future Publishing
Completed wheels are stationed here, ready for the next processing step - James Huang/Future Publishing
Once wheels are picked for orders, they're sent here for final cleaning and packing - James Huang/Future Publishing
Tubeless tape is applied in-house so that they're ready to go upon arrival - James Huang/Future Publishing
Replacement parts are vacuum packed in-house - James Huang/Future Publishing
American Classic says thru-axle conversion kits are flying out the door - James Huang/Future Publishing
American Classic was in the process of setting up a new machine for applying tubeless tape. A foam roller applies pressure to the tape as the wheel is rotated around - James Huang/Future Publishing
Gloves, rags, and lots of cleaning products - James Huang/Future Publishing
Prepped wheels ready for packing - James Huang/Future Publishing
Foam jackets protect the aluminum freehub bodies during shipment - James Huang/Future Publishing
American Classic recently switched from traditional decals to water-transfer graphics, which are more permanent but also harder to counterfeit - James Huang/Future Publishing
OEM wheels are packed in bulk boxes at right while aftermarket wheels go in individual boxes at left - James Huang/Future Publishing
Cardboard wheel box inserts are preassembled and ready to go - James Huang/Future Publishing
Completed hub shells are stored inside American Classic without spokes holes so that they can made to order as necessary - James Huang/Future Publishing
American Classic doesn't drill spoke holes. They're punched out using this press - James Huang/Future Publishing
After the spoke holes are punched, they're then countersunk using another press. This not only profiles the edges of the holes but also work hardens them for better fatigue life - James Huang/Future Publishing
Testing machines torture test completed wheels - James Huang/Future Publishing
American Classic uses this tool to test freehub bodies - James Huang/Future Publishing
Rubber bits litter the bottom of this testing station - James Huang/Future Publishing
American Classic says it had to switch to a motorcycle chain for this testing station since bicycle-specific ones were wearing out too often - James Huang/Future Publishing
Wheels are rotated on this drum to test the rim and spoke durability - James Huang/Future Publishing
Angled blocks on the drum add side load to the wheel every time they're hit - James Huang/Future Publishing
This station is fully enclosed in case something disintegrates - James Huang/Future Publishing
This fatigue tester uses a motorized camshaft hidden underneath the cabinet to cyclically push parts up against the stack of weights up above - James Huang/Future Publishing
Testing the unique clamp on American Classic's aluminum seatpost - James Huang/Future Publishing
Spoke holes are drilled in rims using this machine - James Huang/Future Publishing
Rims are clamped into the station and then rotated around to these fixed drilling locations - James Huang/Future Publishing
Aluminum rims come in as raw extrusions, which then have to be rolled, trimmed, and pinned in-house - James Huang/Future Publishing
Yet more visual inspection taking place - James Huang/Future Publishing
Rim extrusions are carefully cleaned and inspected before they're rolled - James Huang/Future Publishing
Drilled rims waiting to be pinned - James Huang/Future Publishing
Goes in straight at one end, comes out curved at the other - James Huang/Future Publishing
This machine pushes the freshed rolled rim out against the die and then a saw comes down to trim the ends - James Huang/Future Publishing
A freshly rolled rim is prepped for trimming - James Huang/Future Publishing
Various rollers for different rim models - James Huang/Future Publishing
American Classic uses this machine to pin and sleeve its aluminum rims - James Huang/Future Publishing
American Classic founder Bill Shook still prefers pinned over welded rims, saying welding introduces too much localized heat and can too easily warp the rim - James Huang/Future Publishing
A giant set of calipers is used to measure rims - James Huang/Future Publishing
More visual inspection - James Huang/Future Publishing
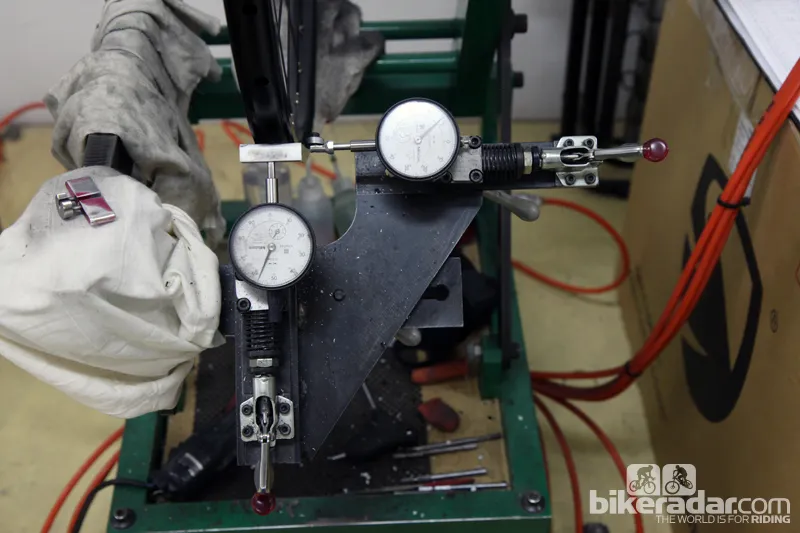
This station is used to verify rim roundness. Note the dial gauge at the top - James Huang/Future Publishing
Checking out a freshly rolled rim after the ends have been trimmed off - James Huang/Future Publishing
American Classic uses this handheld tool to test rim hardness - James Huang/Future Publishing
Rims, hub shells, and freehub bodies are all individually serialized, allowing the company to trace vendors, distributors, and even individual builders in case something goes awry - James Huang/Future Publishing
American Classic moved into a new facility just a few months ago after outgrowing its old one - James Huang/Future Publishing
Stacks of wheels are organized on to pallets for shipping to various distributors - James Huang/Future Publishing
American Classic principals Ellen Kast and Bill Shook - James Huang/Future Publishing
Yes, you can now get American Classic wheels in Estonia - James Huang/Future Publishing
Bill Shook founded American Classic in 1982 with just two simple products: an aluminum water bottle cage and a seatpost, both of which were unusually lightweight for their time. Three decades later, the bottle cages have long been retired and the current seatpost bears little resemblance to the original, but Shook still hasn't lost his drive to innovate. Today, American Classic is best known for its high-performance wheelsets. Take a tour inside the company's Taiwan factory and see how it's done.
A hub of activity
The company's name isn't intended to evoke some false pretense of US manufacturing. Shook did begin operations on American soil but eventually shifted production to Taiwan around 1996. With that change brought a boost in capacity and a reduction in per-piece costs but also a jump in component quality. Whereas previously hub shells were machined from billet in Ohio, they now undergo a much more rigorous forging-and-machining process for increased strength and durability.
As is the case for many Asian bicycle component factories, American Classic's new 36,000sq ft facility in Taichung, Taiwan isn't so much an all-in-one manufacturing plant where raw materials come in and finished products go out as it is a home base for shipping, receiving, final finishing and assembly of individual parts. Most of the earlier processes – such as aluminum hub shell forging, freehub body machining, raw rim extrusions and anodizing – are done off-site by contractors.
Here, parts are visually inspected immediately after being unloaded from the trucks: here, parts are visually inspected immediately after being unloaded from the trucks - James Huang/Future Publishing
That being said, American Classic is hardly just some middleman for work that's done by others. All of the incoming bits are carefully inspected upon arrival – after all, it's the American Classic brand on the label, not that of the contractors – much of the final finish work is done here, and all of the actual assembly and wheel building is done in-house.
It's not until all of the outside work is completed that the wheels and subassemblies begin to take shape. Cast aside your preconceived notions of what overseas factories are like, too, as the inside of American Classic's facility is decidedly bright and clean – hardly the visage of sweatshop labor.
The final assembly area is very brightly lit: the final assembly area is very brightly lit - James Huang/Future Publishing
Bearings are inserted into hub shells and freehub bodies using hydraulic presses with preset loads so as to prevent damage to balls and races. Steel guards are clipped by hand on to the otherwise soft and gouge-prone aluminum freehub bodies splines.
Bearings are installed using this press: bearings are installed using this press - James Huang/Future Publishing
Whereas American Classic once had frequent issues with freehub body failures, that all seems to have fallen by the wayside thanks to one critical process that's done with the utmost attention in-house – the precision grinding of the timing spring that engages the company's trademark cam plate-actuated driver mechanism. Shook says that the length of the timing spring's protruding tab is critical for proper engagement of the pawls – leaving it too long can ultimately damage the thin cam plate whereas one that's too short might not fully seat the aluminum pawls.
Grinding the loop spring to ensure the ends are the perfect length: grinding the loop spring to ensure the ends are the perfect length - James Huang/Future Publishing
American Classic continues to include adjustable bearing preload on its hubs and the factory setting is carefully done as well. Hubs are clamped in a fixture to simulate the additional preload of a quick-release skewer and an additional torque arm is temporarily installed so as to amplify any slight play that might otherwise be missed in a bare hub.
Bearings are adjusted with the hub clamped in this fixture, which mimics the force of a quick-release skewer: bearings are adjusted with the hub clamped in this fixture, which mimics the force of a quick-release skewer - James Huang/Future Publishing
While the raw extrusions themselves aren't done in-house, American Classic does cut, roll, and drill its own aluminum rims. Interestingly, Shook doesn't believe in welded seams, saying the process introduces too much residual heat that can adversely affect trueness. As a result, American Classic's alloy rims feature sleeved-and-pinned joints and don't need to be machined afterward.
Goes in straight at one end, comes out curved at the other: goes in straight at one end, comes out curved at the other - James Huang/Future Publishing
Once all of the individual sub-assemblies are completed, it's then on to building them into wheels – and we're talking a lot of wheels here. According to company president Ellen Kast, American Classic produced nearly 27,000 wheelsets in 2012 – and is poised to eclipse that mark in 2013.
Each of these workers can crank out up to fifty wheels per day: each of these workers can crank out up to fifty wheels per day - James Huang/Future Publishing
Lower-end wheels are machine built and hand finished; upper-end ones are done completely by hand. Though the company employs nearly 50 workers in its Taichung facility, only a select few actually build wheels – and those that do are exceedingly skilled and quick at it. According to Kast, American Classic builds between 200 and 300 wheels exclusively by hand each day – roughly fifty per person.
This compact rack can hold upwards of sixty complete wheels: this compact rack can hold upwards of sixty complete wheels - James Huang/Future Publishing
Afterward, the wheels are off to the final quality control check before being packed and shipped to various destinations worldwide.
Got a pair of American Classic wheels? Chances are that one of the folks in these images had a hand – literally – in getting them to you. And if you still want more, be sure to check out the complete gallery (above right).
James Huang is BikeRadar's former technical editor. After leaving BikeRadar in 2016, he worked at CyclingTips and Escape Collective. He now runs the Substack cycling publication N-1 Bikes.
This website is owned and published by Our Media Ltd. www.ourmedia.co.uk